思为客超级业务训练营
注射模浇口
什么是浇口:浇口是指连接分流道和型腔的进料通道,它是浇注系统中截面尺寸最少且长度最短的部分。
- 浇口的尺寸过小会使压力损失过大,冷却加快,补缩困难;
- 浇口的尺寸过大,浇口周围会产生过剩的残余应力,导致产品变形或者破裂,且浇口的去除困难等。
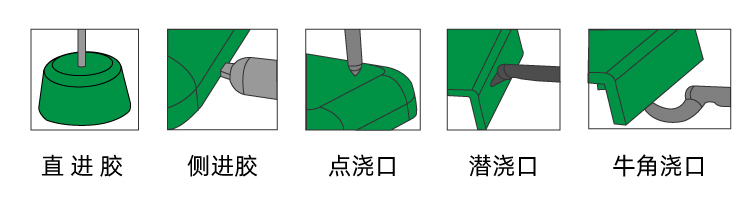
常见的浇口类型
| 浇口类型 | 优点 | 缺点 | 适用材料 |
|---|---|---|---|
| 点浇口 (Point Gate) |
|
|
PE,PP, ABS,PC, PS, POM, PA, AS |
| 直浇口 (Direct Gate) |
|
|
PVC,PE, PP, ABS, PC, PS, POM, PA, AS, PMMA |
| 潜浇口 (Tunnel Gate) |
|
|
PS, ABS, POM, PA |
| 牛角浇口(Horn Gate) |
|
|
PS, ABS, POM, PA |