-
卧式注塑机

-
工作原理
利用塑料的热物理性质,在外动力马达的作用下驱动旋转的螺杆,将加热的物料逐渐塑化、熔融和均化,通过喷嘴注射到模具的型腔中, 经保压、冷却、固化定型后,在合模机构的作用下,开启模具,并通过顶出装置把定型好的制品从模具顶出落下。
-
功能单元
-
注射单元
-
塑化部件
- 螺杆
- 料筒
- 螺杆头
- 喷嘴
- 注射座
- 注射油缸
- 座移油缸
- 液压马达
-
塑化部件
-
合模单元
- 合模装置
- 调模装置
- 顶出装置
- 机身
-
液压系统
- 泵、液压马达、阀
- 蓄能器、冷却器、管路等油路控制
- 加热系统
- 冷却系统
- 控制系统
- 动作程控
- 料筒温度控制
- 液压泵电机控制
- 故障检测报警控制
- 安全保护
- 加料装置
-
-
分类介绍
-
往复螺杆式注塑机
往复螺杆式注塑机在注塑成型中用螺杆代替柱塞,由螺杆前进提供注塑压力,是当前应用最广泛的注塑结构
-
液压式注塑机
以液压油为工作介质,通过动力元件(油泵)将原动机的机械能变为液压油的压力能,再通过控制元件,然后借助 执行元件(油缸或油马达)将压力能转换为机械能,驱动负载实现直絤或回转运动,助通过对控制元件遥控操纵和对流量 的调节,调定执行元件的力和速度。
-
全电注塑机
电动式注塑机使用交流伺服电动机,配以滚珠丝杠、齿形带以及齿轮等元器件来驱动各个机构的注塑机,其最根本的特点 是所有驱动模块全为电动式,而非传统的液压式。也就是说,在整套设备中没有液压系统,也没有任何液压元件。
-
伺服注塑机
传统的普通注塑机是电动机驱动液压马达,一经开机,电机和马达就一直处于满功率全负荷运转状态;伺服注塑机的系统 压力、流量双闭环,液压系统 按照实际需要的流量和压力来供油,克服了普通定量泵系统高压溢流产生的高能耗,在预塑、 合模、射胶等高流量工作阶段电机按设定的转速工作,在保压、冷却等低流量工作阶段降低了电机转速,油泵电机实际能耗降低了35%-75%。
-
三板注塑机VS二板注塑机
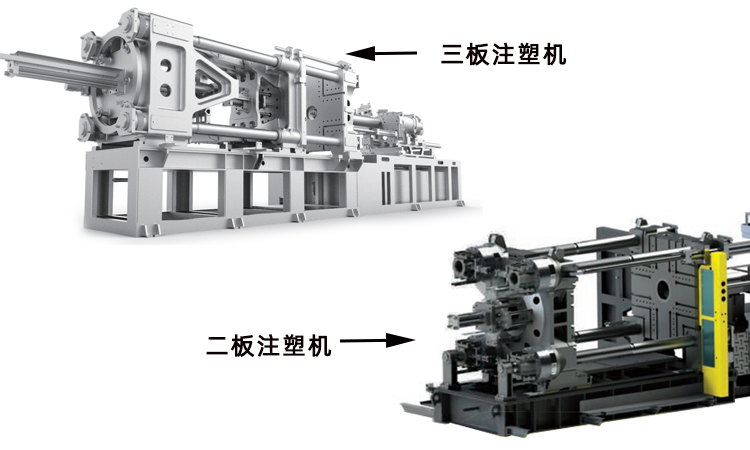
区别:三板机也叫机铰机,结构上分为前板、中板、尾板;二板机是直压机,只有前板和尾板
两板机的优点:
- 机身短,占地面积小
- 开模行程大,适合深腔模
- 锁模均衡性更好
- 比同吨位三板注塑机节能
- 使用成本低,无机铰结构免润滑,节省大量润滑油,维修保养简单
- 不需要调模,操作简单
-
(双/多色)多组份注塑机
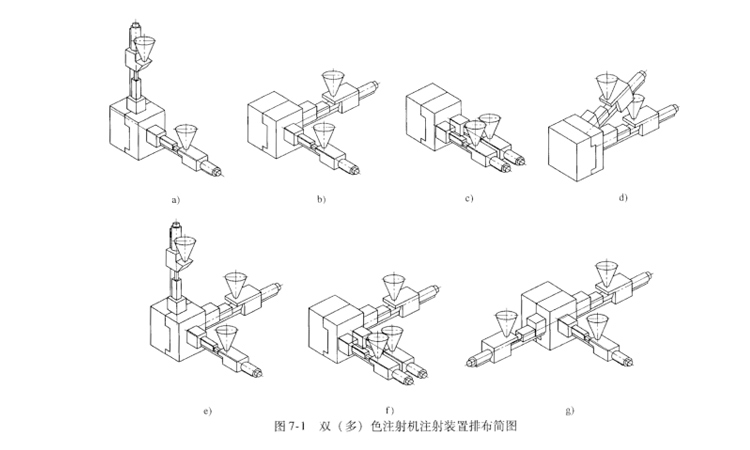
(双/多色)多组份注塑可分为以下形式:
- 双重注塑:将两种原料同时注塑入模腔
- 复合注塑:利用同一射嘴将两种原料注入模内
- 多重注塑:
- 移动注塑:当完成预注塑后,模具及滑块保持闭合状态,注塑机射嘴仍向模腔空位中注入第二部分原料,直至完成第二部分 注塑并冷却后,模具打开,取出完整部件。
- 转位注塑:该技术多用于部件的第二部份注塑或产品形状必须改变的加工场合。
- 移位注塑:利用机械手将预注塑工件移至第二位置再注塑,从而给予第一和第二注塑加工最大的自由度。
- 转盘注塑:即动半模可旋转,只有定半模部分会受到产品几何形状的影响。
-
专用注塑机
根据具体产品生产工艺或材料特性对注塑机的结构或者配件进行相应优化,以提高某一产品的生产效率。常见的专用注塑机品类有:
- 瓶坯专用注塑机
- 电木专用注塑机
- 制笔专用注塑机
- 硅胶专用注塑机
- PVC专用注塑机
-
-
-
立式注塑机

立式注塑机的注射装置轴线与合模装置的模板运动轴线呈竖直排列
立式注塑机的优点:
- 占地面积小
- 模具拆装方便
- 成型制品㠌件易于安放
立式注塑机的缺点:
- 制品顶出后常需用人工取出,不易实现自动化
- 机身较高,设备的稳定性较差
- 加料及维修不便
-
角式注塑机

角式注塑机的注射装置轴线与合模装置的模板运动轴线互相垂直(L形),其优缺点介于立、卧式注塑机之间,在大、中、小型 注射机中均有应用。因其注料口在模具分型面的侧面,因此特别适合于成型中心不允许留有浇口痕迹、外形尺寸较大的制品,以及 带较大㠌件的制品。
-
多模注塑机

多模注塑机是一种多工位操作的特殊注射机,它的注射装置和合模装置的结构形式与前几种注射机相似,但合模机械有多个,按多种形式排列。