思为客超级业务训练营
模内贴冲标现象的成因及解决方案
模内贴注塑过程中冲标现象的类型
-
成品单点注射不满
可能导致的原因
- 模具偏心
- 标纸材质
- 模具表面有异物
- 调整模具偏心
- 尝试更换标纸
- 清理模具
-
标交叉
可能导致的原因

- 标纸横向过长
- 治具吸附标纸时,标接缝同时到位相碰撞
- 修改标纸横向尺寸
- 增加机械卡位让标纸所在静电治具上成型时分开包
- 修改标纸接缝的位置
-
冲标
可能导致的原因

- 标纸尺寸和模具不符合
- 治具与模具实物不一致
- 治具没有模具型腔对中,标纸被静电治具带出
- 标纸没有底
- 修改标纸尺寸,重新按模具型腔展开标纸尺寸
- 修改治具尺寸
- 调整IML和模具、注塑机的水平、垂直度,重新校对治具
- 重新调整标纸位置
-
部份滑标
可能导致的原因
- 注塑机料桶温度过高
- 模具冷却循环不佳
- 模具偏心导致流通不均匀
- 模具温度过高,对标纸粘附性不佳
- 模具推度过小,纸张张力不够
- 注射料熔融指数过高
- 静电分布不均匀
- 修改注塑机的温度
- 加强模具冷却水
- 调整模具偏心
- 加强模具冷却水
- 尝试更改标纸材质
- 尝试更换产品材料
- 修改静电治具静电分布
-
移标
可能导致的原因
- 标纸尺寸和模具不符合
- 治具与模具实物不一致
- 治具没有与模具型腔对中,标纸被静电治具带出
- 静电过小
- 修改标纸尺寸
- 修改治具尺寸
- 调整IML和模具、注塑机的水平、垂直度,重新校对静电治具
- 加强静电
-
接缝冲标
可能导致的原因

- 标纸材质引起标纸变形或翘
- 标纸交叉,静电低
- 标纸到模具底部太多,静电大导致标纸在模具里起皱
- 更换标纸
- 改变标纸拉缝位置,加强静电
- 重新调试标纸位置
-
产品底部标纸没有到底(漏白)
可能导致的原因
- 标纸纵向过短
- 产品表面光洁度和标纸光洁度不匹配
- 模具结构问题
- 机器静电问题
- 标纸材质过软(密度过低)
- 加高标纸纵向高度
- 加强标纸和模具贴合度,橘皮标纸模具适宜模具表面带波纹,亮光标适宜模具面面光滑,增加标纸密度、厚度
- 尝试增加模具压标结构
- 检查机器静电发生器有无故障,调试静电大小
- 尝试更换标纸材质
-
产品异形底部局部漏白
 可能导致的原因
可能导致的原因
- 标纸接缝裁剪不正确
- 模具偏心
- 标签未到底,标签过软
- 重新确认标纸接缝位置,调整标纸尺寸
- 检测产品厚度,调整模具偏心
- 尝试更换标签材质
- 标纸接缝锯齿状
可能导致的问题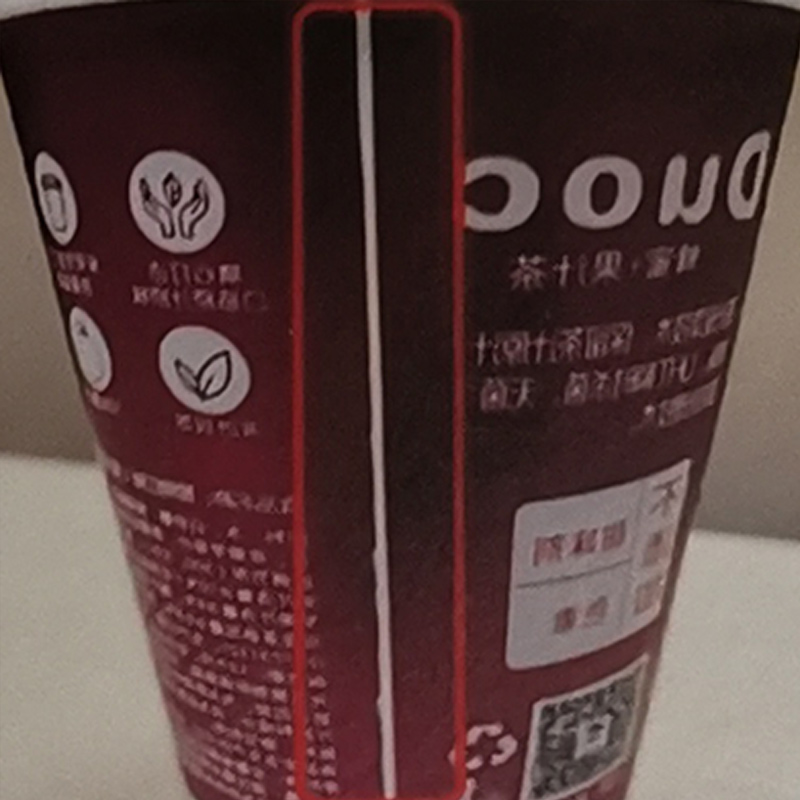
- 标纸纵向太长
- 横向偏心
- 治具没有模具型腔对中,标纸被静电治具带出
- 料温过低
- 模具温度不一致
- 修改标纸纵向尺寸
- 调整模具偏心
- 调整IML和模具、注塑机的水平、垂直度,重新校对治具
- 调整注塑机料温
- 重新安装水路,尽量做到1进1出,不要串联
- 平面标正注胶品标纸开孔
可能导致的原因
- 料温过高
- 标纸孔尺寸不匹配
- 注塑机射速过高
- 标纸底部和模具底部不能贴合
- 标纸交换位置不正确
- 模具注射口没有火山口
- 太多不定因素
- 降低注塑机、模具温度
- 调整标纸开孔尺寸
- 调整注塑机注射工艺
- 调整静电治具,修改静电治具结构
- 重新调试取标位置
- 重新安装水路,尽量做到1进一出,不要串联
- 增加模具火山口
- 注塑点烧焦、图案变淡
可能造成的原因
- 标纸单层里印
- 料温过高
- 注塑机射速过高
- 模具胶口无火山口
- 更换标纸印刷面
- 降低注塑机料温,降低热流道温度
- 降低注塑第一段温度,用两段注射,尽量降低第一段速度
- 增加火山口
- 五面标、三面标冲标
可能造成的原因
- 标纸尺寸问题
- 标纸裁剪不整齐
- 标纸交换位置不正确
- 模具产品设计缺陷
- 调整标纸尺寸
- 改变标纸剪切方法,更换刀模
- 重新调试标纸库位置
- 增加产品底部导流
- 五面贴全包R部位冲标
可能造成的原因
- 标纸包治具上成形时接口有缝隙问题
- 模具产品设计有缺陷
- 标纸交换位置不正确
- 标纸裁剪不整齐
- 标纸包在治具上顺序不正确
- 调整标纸尺寸,标纸接口标纸应重叠0.5~1mm
- 增加产品底部导流
- 重新调试标纸标库位置
- 改变标纸剪切方法,更换刀模
- 修改包标吸顺序
- 环标底部有标
可能造成的原因
- 标纸裁剪和客户实际接缝位置不同
- 调试时标包在静电治具上太突出,标纸在模具底部起褶皱
- 标纸变形
- 平面标标纸皱纹
可能造成的原因
- 模具注胶口超过一个
- 标纸材质过软
- 静电治具静电分布不均匀
- 多注胶口进胶避免不了此类问题
- 尝试更换标纸
- 修改静电分布